





| 材质 | 高速钢 |
|---|---|
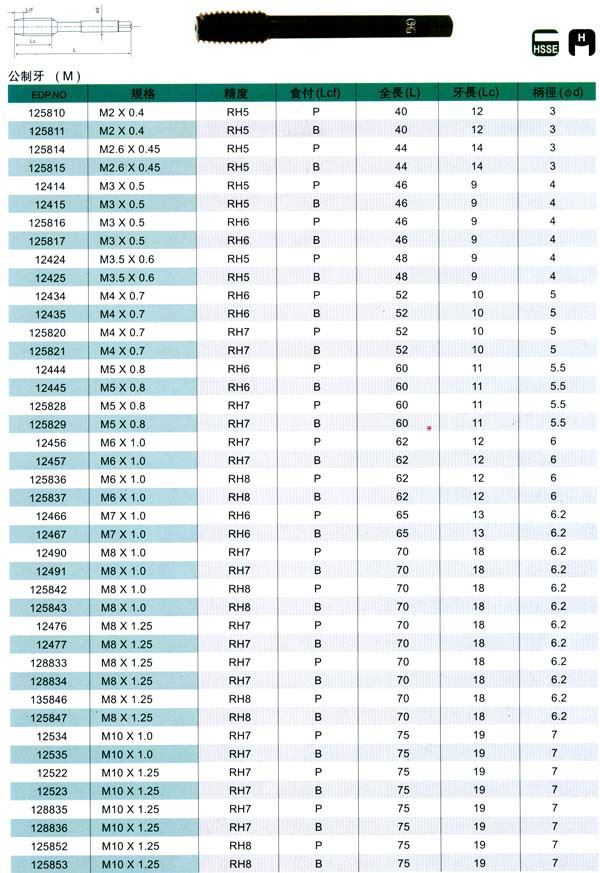
| 尺寸 | 62mm |
| 功能 | 挤压 |
| 公称直径 | 5 |
| 螺距 | 0.8 |
| 螺纹类型 | 粗牙螺纹 |
| 丝锥样式 | 直槽 |
| 制式 | 英制 |
| 适用范围 | 机用 |
| 螺纹代号 | 0065432 |
| 品牌 | 其他 |
| 型号 | NRT |

以上报价仅供参考,详情请来电或旺旺咨询,网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,为了避免延误了收货时间造成双方不必要的损失,请拍前一定要联系客服,谢谢!

挤压丝锥的结构特点
挤压丝锥是一种带有**圆弧的多边形截面的新型内螺纹加工刀具。改丝锥螺纹的横截面与切削丝锥的圆形不同,呈曲边棱形。其高点称为棱脊,相当于切削丝锥的切削刃,是丝锥螺纹的有效工作部位。安棱脊的形态可将丝锥分为直棱和螺旋棱挤压丝锥两种,前者磨削制造简单且较为常见,但在挤压螺孔时,螺旋棱挤压丝锥的接触状态较直棱要好,挤压过程更加平稳。这种丝锥没有容纳切屑刃的容屑槽,但在棱边低点处可有很浅很窄的油槽。另外,丝锥前端挤压丝锥的螺纹为完整齿形,其齿顶宽一般与校准部分相同。

 |  |
 |
|



挤压丝攻简介
利用金属塑性变形原理来加工内螺纹的一种新型螺纹刀具,即在下孔内压磨使被削材隆起而形成螺纹。因不会产生切屑,不存在排屑槽,因此也叫无沟(屑)丝攻。此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。使用挤压丝攻时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高品质的螺纹。
挤压丝锥挤压内螺纹是无屑加工工艺,特别适用于强度较低、塑性较好的铜合金和铝合金,也可用于不锈钢和低碳钢等硬度低、塑性大的材料攻丝,寿命长。用挤压丝锥挤出的螺纹表面光洁度高,螺纹的金属纤维不断裂,并在表面形成一层冷硬层,可提高螺纹的强度和耐磨性。它从根本上解决了攻丝的排屑困难问题,因无屑,更有利于螺纹的装配。
挤压丝锥与切削削不同之点为攻牙时无切削排出为其特性,而内螺纹的加工面为压造而外观美丽.光滑.材料铁线连续没切断,螺纹强度约增加30%,精度稳定,因挤压丝锥心部径大故耐力、扭力强度大,丝攻寿命较长不易折断。适用延展性大的材料。铁板、铜板、铝板、不锈钢板及管类加工。若工件材料的延伸率大,可以采用挤压丝锥,这种丝锥工作时没有切屑。但螺纹底孔直径要接近中径尺寸,而且公差要比普通丝锥攻丝时严一些。这个区别是很大的,挤压丝锥是非切削方式在孔里面形成螺纹,这种方式的螺纹底孔较切削用孔要大。而切削丝锥是先加工好底孔也**是内螺纹的的小径尺寸格公差,再用丝锥切出螺纹来,两者一个有切屑一个没有切屑所金属的利用职率不同加工艺稍有不同。
在螺纹挤压加工中,挤压丝锥被放置在预先钻好的孔中,孔的直径只与螺纹挤压所需要的尺寸有关。挤压丝锥在进入孔时会置换材料,这些材料流入挤压丝锥的槽型中,以形成螺纹。挤压因此不是一种切削过程,并且因为这个原因,避免了切屑的生成。
挤压丝攻的计算公式
一、一般英制丝攻之换算公式:
1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79
二、一般英制牙换算成公制牙的公式:
分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058
三、美制牙换算公制牙公式:
例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635
1、 孔内径计算公式:www.kuangshean.com
牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.19
2、挤压丝攻内孔算法:
下孔径简易计算公式1:
牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(**大下孔径)M6-(1.0×0.475)=5.525(**小)
例2:切削丝攻下孔内径简易计算公式:
M6-(1.0×0.85)=5.15(**大)M6-(1.0×0.95)=5.05(**小)M6-(牙距×0.860.96)/代码=下孔径